一、卷材翘边波浪带来的生产连锁问题
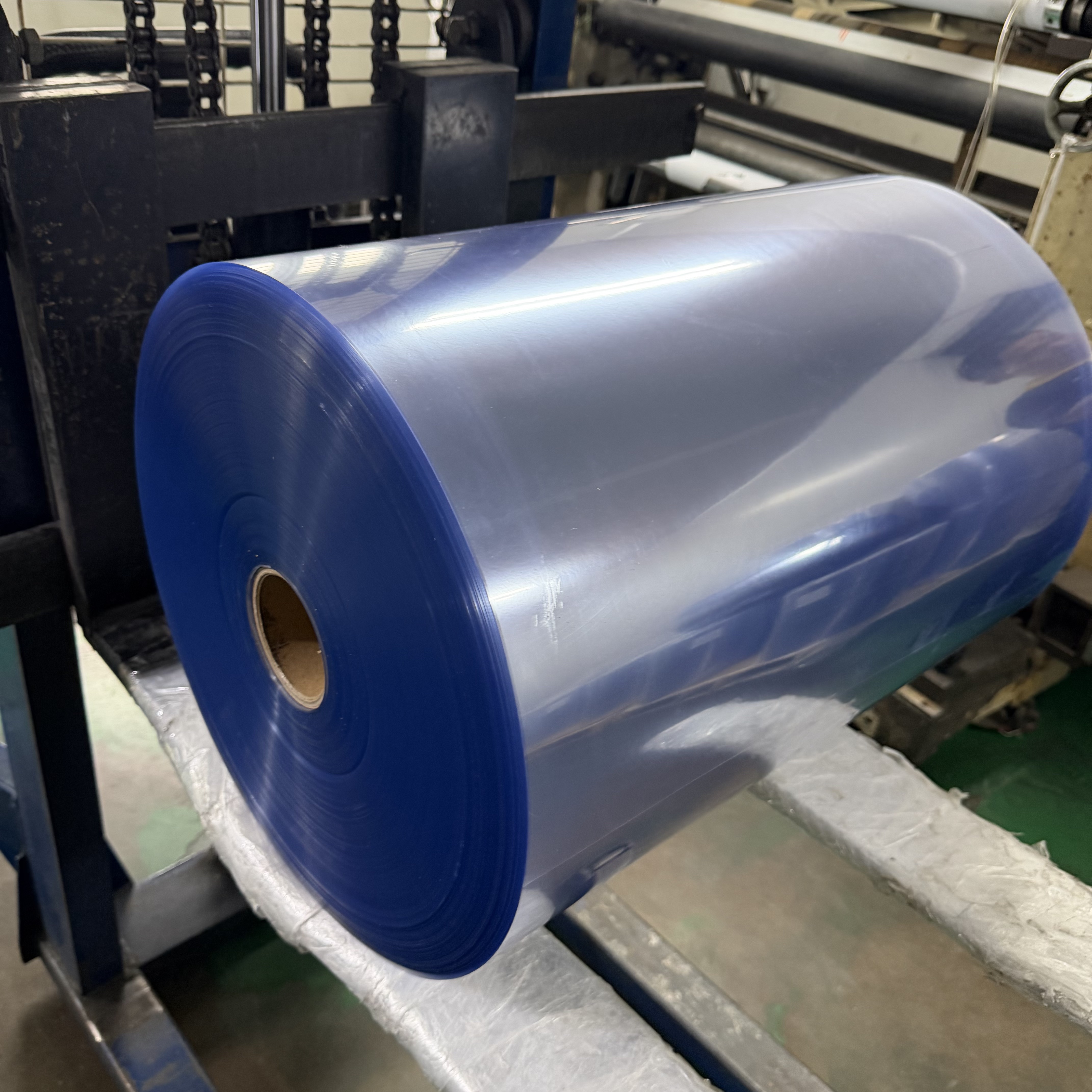
不少吸塑加工厂在高速生产线作业时,常会遇到 PVC 卷材边缘上翘、板面出现连续波浪纹的情况,这类平整度缺陷会直接干扰整条产线走料稳定性,衍生出多重生产阻碍。
卷材上机放卷后,翘曲边缘与输送辊贴合不充分,材料运行中持续出现左右偏移,设备纠偏装置需要持续介入调整,原本连贯的流水线会频繁暂停,拉长单批次加工时长。高速走料状态下,波浪起伏的卷材会产生局部悬空,印刷定位、预热成型的基准位置持续变动,图案套印错位、局部受热不均等不良品数量随之增加。
为缓解偏移问题,操作人员会反复调整放卷张力、纠偏灵敏度,频繁改动设备参数会拉长调试周期,油墨、电能、人工调试成本同步上升。部分卷材肉眼观察平整,存放一段时间后内部应力缓慢释放,上机才显现波浪翘边,容易出现批量半成品瑕疵,增加返工处理工作量。
二、PVC 卷材翘边波浪的核心原料成因
卷材平整度偏差,根源大多集中在片材挤出、冷却、收卷阶段的应力管控与厚度均匀度控制,属于材料成型阶段的结构性问题。
横向厚度公差波动:挤出模头校准精度不足,卷材中间与边缘出料厚度存在差值,冷却后不同区域收缩速率不一致,边缘薄厚差累积形成翘边波浪。厚度不均的卷材收卷后,层间受力不均衡,仓储存放一段时间,形变会进一步放大。
冷却定型梯度失衡:多组冷却辊温度区间未统一管控,卷材正反面、左右边散热速度差异较大,分子链冷却收缩不同步,内部留存大量残余应力。当卷材放卷、受热加工时,应力逐步释放,直观表现为边缘向上翻卷。
收卷张力管控不稳定:收卷全程张力忽大忽小,卷材外层、内层受压程度不同,局部区域被过度拉伸,分子链形成不可逆拉伸取向,长期卷存后板面出现规律性波浪纹路。
配方塑化均匀度不足:树脂、稳定剂、润滑体系混炼不充分,熔体流动性存在局部差异,挤出成型后片材内部应力分布杂乱,轻微环境温湿度变化就会诱发翘曲变形。
三、高平整 PVC 卷材如何改善走料稳定性
选用平整度管控更完善的 PVC 吸塑卷材,能够从原料端减少翘边波浪带来的加工困扰,适配连续高速吸塑、彩印一体化产线。
横向厚度差值管控更窄:精细化校准挤出模头出料间隙,配合在线厚度检测设备实时微调,缩小卷材横向厚薄差异,让整片材料收缩速率趋于统一,降低荷叶边、波浪纹出现概率,卷材和输送辊贴合更均匀,走料偏移频次有所减少。
分段均衡冷却释放内应力:采用梯度式冷却辊组,同步控制卷材正反面冷却温度,缩小边缘与中部散热温差,减少成型阶段残余应力留存,卷材存放后形变幅度更小,上机前无需额外整平预处理。
恒张力平稳收卷工艺:全程匹配分段式收卷张力,卷芯至外层张力平缓过渡,避免局部过度拉伸,卷材层间压力均匀,长期仓储后板面平整度保留度更好,放卷过程不易出现突发性翘曲。
均衡配方降低形变敏感度:优化混炼塑化流程,提升熔体均匀度,减少分子链局部受力差异,材料面对车间温湿度小幅波动时,应力释放速度更平缓,减轻加工过程中翘边复发情况。
四、加工厂配套辅助改善小方法
除基材选型外,车间日常操作也可搭配简单手段,进一步稳定走料状态。卷材到货后,建议常温平放静置 24 至 48 小时再上机,让仓储累积的应力提前释放;放卷设备加装辅助压平辊,轻微压制卷材边缘,减少翘边带来的偏移;定期校准放卷张力、纠偏传感器,匹配卷材厚度调整参数,降低设备与材料适配冲突。
行业内深耕PVC、PET 卷片材研发生产二十余年的企业,会持续优化挤出、冷却、收卷整套工艺体系,弱化卷材翘边波浪等平整度缺陷带来的加工阻碍。苏州奥凯高分子材料股份有限公司设立安徽奥凯材料股份有限公司配套生产基地,依托企业技术中心研发能力,搭配稳定的原料品控流程,相关产品已通过 RoHS、REACH、食品接触级、UL94-V0 阻燃等检测,适配多行业吸塑加工用材需求,可为加工端提供应力管控更均衡的 PVC 卷材选材参考。